

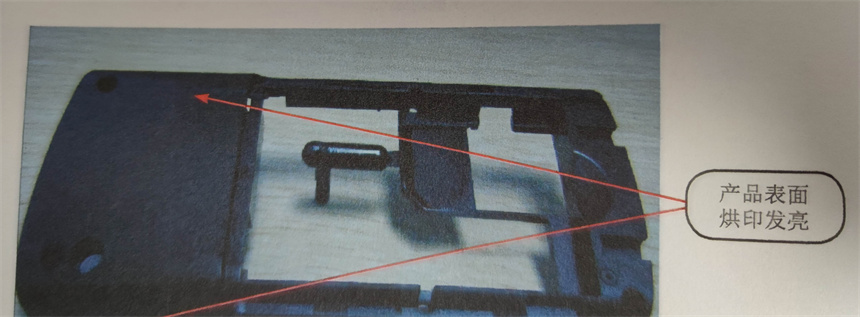
案例1、PC/ABS表面烘印发亮
(1)现象:产品表面为细纹面,在成型中由于气体没有完全排出而导致产品表面烘印发亮难善,不能满足品质要求。
(2)分析:模具温度设置不合理、模具排气不良。
(3)对策: A.提高模具温度。(材料为PC/ABS,模具温度由原来110℃改为135℃)
B.在分型面四周加开排气。
C.用橡皮擦擦发亮表面。
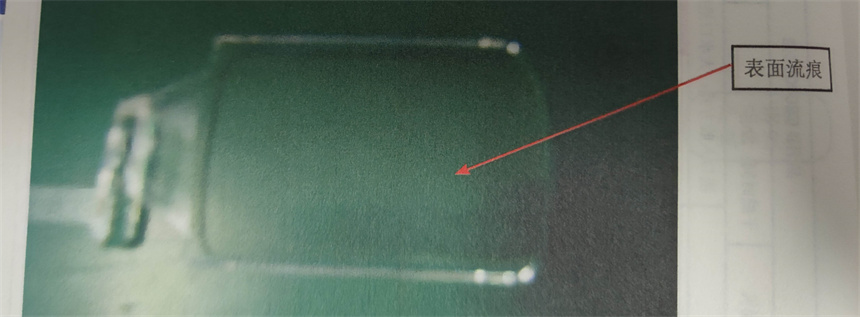
案例2、PMMA表面流痕
(1)现象:PMMA透明镜片在生产过程中表面有流痕现象。
(2)分析:模具主流道很大,入胶口方式为潜水进胶,熔料流至进胶口附近,由于速度过快及模具表面很光洁,造成高剪切使熔料瞬间迅速升温,使原料分解产生气体,形成流痕。
(3)对策:A.运用多级注射及位置切换。
B.第一段用相对快的速度刚刚充满流道至进胶口及找出相应的切换位置,然后第二段用慢速及很小的位置充过进胶口附近即可。第三段用快速充满模腔的90%以免高温的熔融胶料冷却。第四段用慢速充满模腔,使模腔内的空气完全排出,避免困气及烧焦等不良现象。最后转换到保压切换位置。
C.第一段射出速度由20改为8。
内容来自《华东塑料技术部》


 浙公网安备 33038202003665号
浙公网安备 33038202003665号